![]()
Small Hole Drilling Applications
The applications of EDM small hole drilling might be expected to be very limited in scope. Indeed, it would be
difficult to think of a more innocuous phrase than small hole drilling, a phrase befitting a niche technology. But
this belies the reality of EDM small hole drilling as a machining method used in many industries, industries that
value precision and the characteristic of EDM to drill through very tough materials. Its use in gas turbines is the
best illustration of what EDM small hole drilling can do in your industry.

Gas Turbine Manufacturing and Edm Drilling
A gas turbine is a highly adaptable type of internal combustion engine that converts the impulse generated by the
combustion of compressed air and fuel into useful work. How this work is harnessed determines whether a gas turbine
is part of a power generator or a jet engine. A jet engine harnesses the jet of exhaust gases created by combustion
for thrust, for example. Common to all gas turbine engines, however, is a turbine located downstream of the
combustion chamber, which gives them one of their most important characteristics—they are self-sustaining. The
compressor that allows for efficient combustion is powered by the electricity generated by the turbine. But for such
a critical role, gas turbines are subjected to an extremely hostile environment of intense heat and centrifugal
forces, and it is no surprise that the alleviation of this problem has been a major impetus in gas turbine
development.
- The primary limiting factor in gas turbine development has been heat, and research looking to alleviate the
problem of heat has focused on two areas. One area is material science. Since the problem of heat was
recognized, many cutting edge alloys have been developed that can resist both the heat and centrifugal forces
found inside a gas turbine. But today, this is not enough. Temperatures in modern gas turbine engines can exceed
the melting point of even these advanced alloys. This prompted the second wave of gas turbine development, which
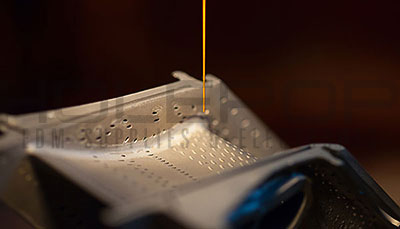
focused on cooling methods. One of the most prevalent cooling methods is called film cooling. In film cooling,
air is directed through holes drilled on the surface of a turbine blade, creating a film on the surface of the
blade that acts as a barrier to super hot exhaust gases. Modern turbine blades combine advanced, adamantine
alloys with cooling holes, to which only EDM small hole drilling is suited. 

The characteristics that suit EDM small hole drilling to applications such as turbine blade cooling hole drilling
are its ability to drill through very hard materials, an absence of machine tool pressure, and pinpoint accuracy. An
EDM electrode never makes physical contact with its workpiece, which means that an electrode will work regardless of
how hard the workpiece is. This lack of physical contact also eliminates machine tool pressure, which can prevent
working on a delicate workpiece like a turbine blade, and create burrs and other deformities. This lack of machine
tool pressure also contributes to the great accuracy of EDM small hole drilling. Below are just some of the
applications of EDM small hole drilling. This list is not comprehensive, but only suggestive of hole popping’s great
versatility.
-
Rocket Engines
The engine that propelled the Saturn V rocket, the F1, was capable of outputting more than one million pounds
of thrust. An N1 rocket, developed for the Soviet Union’s lunar program, caused the largest non-nuclear
explosion in history. For a rocket engine to maintain control of violent combustion reactions, the injection
of fuel and oxidizer in the combustion chamber must be precise. Due to its precision and ability to drill into
the exotic materials used in rocket engines, EDM small hole drilling is often used to machine rocket engine
injectors. -
Biomedical Technology
Each engineering discipline is subject to, and profoundly influenced by, unique constraints dictated by the
laws of physics. For example, most of the engineering effort that goes into designing a rocket revolves around
the fundamental difficulty of mustering enough thrust, in a package that’s light enough, to reach escape
velocity. But as difficult of a problem this is, the constraints defining it are well-understood. Biomedical
engineering, on the other hand, has to contend with the physical constraints of the human body, a dizzyingly
complex biological system. Complexity increases the chance of failure and the importance of precision, and
precision is why EDM is a favored machining method in biomedical engineering. -
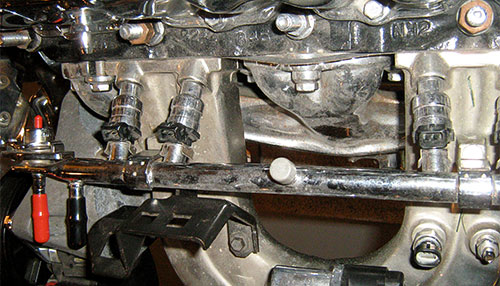
Fuel Injection
Fuel injection has essentially supplanted carburetion in automotive engines. Due to the superior precision
with which fuel can be delivered to a combustion engine, fuel injection engines boast superior fuel economy,
less toxic emissions, and require less maintenance than engines using carburetion. A fuel injector uses very
small nozzles to atomize gasoline or diesel fuel, ensuring a precise and predictable delivery of fuel. This is
why EDM small hole drilling is the favored machining method. A lack of precision in the diameters of nozzle
openings could hamper proper functioning of a fuel injector. -
Injection Molding and Die Casting
Those who are already familiar with EDM know that sinker EDM is often used for creating molds in the related
fields of die casting and injection molding—other machining methods cannot work with pre-hardened materials.
Hole popping complements sinker EDM in the drilling of runner holes, which direct molten metal or plastic into
the cavity of a mold. -
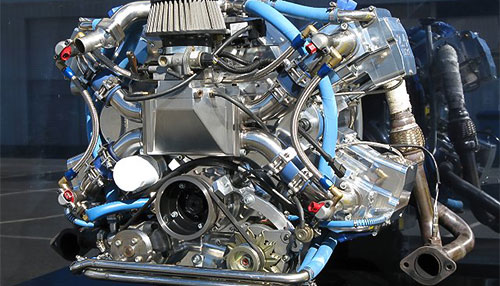
Automotive and Racing
Lifters are a common and critical component in internal combustion engines, as they regulate the opening and
closing of valves. Hydraulic lifters use oil pressure to adjust their points of contact with the camshaft as
thermal expansion in an engine increases, which reduces engine wear. Oil flows through hydraulic lifters using
holes drilled by EDM. -
Cutting Tools
Conventional machining uses brute force to cut or drill through a workpiece, and so a drill or saw must be
harder than the target material. A drill or saw that needs to cut through a very tough workpiece must be
harder still, sometimes so hard that conventional machining techniques can no longer be used to make the tool
itself. This is where EDM comes in. EDM small hole drilling can be used to create coolant channels in drills,
which is vital when drilling into extremely hard substances. -
Safety Wire
On a jet airliner, structural integrity is a top priority. In order to ensure great structural integrity,
bolts are often fastened together using safety wire, each bolt preventing the loosening of the other. For
safety wire to work, holes must be drilled through bolt heads through which safety wire can be threaded. This
is an ideal application for small hole EDM. -
Spinnerets for Synthetic Fibers
The manufacture of synthetic fibers requires arrays of spinnerets to produce masses of consistent strands. A
spinneret is essentially a small hole, and so EDM small hole drilling is often used to create these arrays of
spinnerets.






Electrode Applications
-
Brass Electrodes
Brass is the most commonly used electrode material, cutting through most workpieces quickly and efficiently,
at low cost. Its high wear rate, which gives it its speed, becomes a liability when the workpiece is
particularly hard. -
Copper Electrodes
When brass is not the answer, copper almost always is. Copper electrodes have more drilling power than
brass, and are just as cheap. Tungsten carbide is often drilled with copper electrodes. -
Tungsten Carbide Electrodes
For exotic materials like niobium and hastelloy, tungsten carbide is the only option. It has the most
drilling power of any material used in EDM, but this power comes at a premium. -
Copper-Tungsten Electrodes
Copper-tungsten occupies a unique niche in EDM, due to its availability in sheet, or foil form.
Copper-tungsten foil is often used for stress testing applications. -
Silver-Tungsten Electrodes
Silver-tungsten has a higher conductivity than any other electrode material, allowing it to drill holes with
a very fine surface finish, and well-defined corners.