EDM Electrodes
That’s Our Specialty
At Holepop, we believe in trust and collaboration when dealing with our customers. Collaboration includes the
responsibility to keep our customers well informed about our electrodes, as a customer that knows the strengths and
weaknesses of their electrodes stands to gain time and money. There are many different applications that call for
EDM Small hole drilling, and one electrode’s weakness in one application may be a strength in another. This and all
of the other different variables encountered in EDM—such as workpiece material and machine settings—can make it
difficult to choose the right electrode.
With our wide array of electrodes, you will be sure to find one that fits your particular EDM machine or equipment.
How well our EDM consumables do on your small hole EDM machine depend on two simple variables:
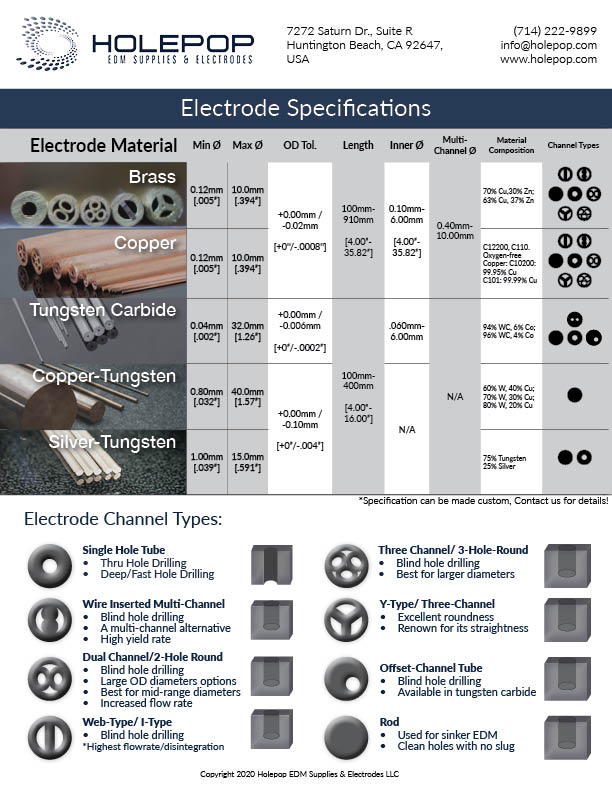
- The type of material that the electrode is made of—brass, copper, or tungsten carbide.
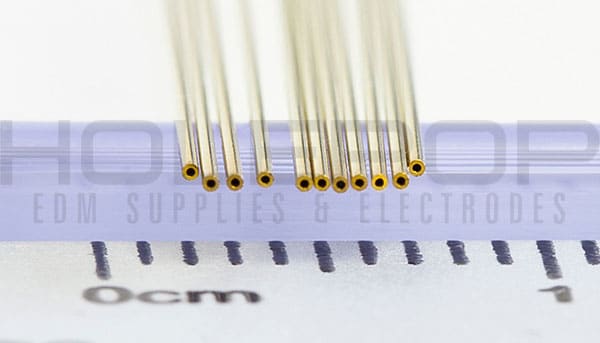
- The type of flushing hole or the desired internal diameter of the electrode. This is either a single hole
diameter with no other internal walls or is a multi-channel type internal hole with multiple walls throughout
the length of the electrode. Some electrodes dispense with the internal channels altogether. These are rods. - Let’s first discuss the main two types of EDM tubing material: brass and copper. 97% of all applications for
EDM electrode hole-popping involve either brass or copper electrodes.
-
Brass Electrodes
Brass EDM tubes are used on the largest variety of electrically conductive materials and metals to small
hole drill. If you are not quite sure which electrode material to start out with, brass is probably the best
bet. Due to the molecular composition of brass, it will remove material at the fastest rates when applied to
certain alloys, tool steels, stainless steels and rare metals.Brass is fast at the expense of wear rates. Brass electrodes tend to wear out much faster compared to copper
electrodes at the point of spark contact with the workpiece, and this should be taken into consideration on
long running hole burns or EDM holes that are very deep. This fast wear rate becomes a particular problem
when attempting to burn through stubborn materials such as carbide or tungsten carbide.The brass we use is 99.995% pure and is comprised of approximately 70% copper and 30% zinc.
-
Copper Electrodes
Copper tubing can be used for small hole drilling in all material types. Because of its molecular
composition, copper tends to last longer during hole burning compared to brass.One unique characteristic of copper is its ability to drill through very hard materials such as carbide and
tungsten carbide. This is because it has a slower and steadier burn rate that results in a low wear rate.
When EDM small hole drilling with a depth to width ratio of greater than 100 to 1 this also tends to be
ideal because a lower amount of tapering will leave a more accurate and straighter hole.The copper tubing that we supply is 99.995% pure.
-
Tungsten Carbide Electrodes
Where even copper comes up short, tungsten carbide picks up the slack. An incredibly rigid and tough
material, tungsten carbide’s singularly low wear rate allows it to cut through exotic materials. Its
toughness also frees it from many of the dimensional restrictions placed upon brass and copper tubes. A
defect free and stable electrode can be made with tungsten carbide to half the size of the smallest brass or
copper electrodes.This toughness, however, comes at a price. Such a robust material is expensive to work with, and tungsten
carbide electrodes are correspondingly more expensive. This makes tungsten carbide more of a rarity, but in
its limited applications, it shines.Our tungsten carbide electrodes are made with 6% cobalt.
-
Copper-Tungsten Electrodes
Copper-tungsten occupies the niche between copper and tungsten carbide electrodes. Copper-tungsten
electrodes are manufactured by infiltrating a tungsten matrix with molten copper, and the resulting material
combines the characteristic of both. Its ability to drill through tough materials is intermediate between
copper and tungsten carbide, and like tunsten carbide, it can be manufactured in smaller diameters than
brass and copper electrodes.What makes copper-tungsten truly unique is its availability in foil form. Copper-tungsten is a very
machinable material, due to the softness of copper, and sheets of copper-tungsten are perfect for shaping
into odd shapes for specialized machining jobs. Copper-tungsten foil is especially useful in stress testing. -
Silver-Tungsten Electrodes
Silver-tungsten is a true specialist. Similar to copper-tungsten in its manufacture, silver-tungsten is
metal matrix composite created by infitrating a tungsten matrix with molten silver. The characteristic that
sets silver-tungsten electrodes apart is conductivity. Pure silver is too soft for practical use, but the
robustness of a tungsten matrix solves this problem.The conductivity of silver-tungsten results in holes with a very smooth surface finish. This is very
important when holes with well-defined corners need to be drilled. -
Click to open PDF




Single Hole Electrode Tubes vs. Multi-Channel Electrode Tubes
Another variable which ultimately determines successful EDM hole burning through a material or work piece is whether
the brass electrode or copper electrode tube is has a single hole or multiple channels running directly through the
ID or (Internal Diameter) of the electrode.
Basically, an electrode’s intended performance depends on the type of hole going through the center of the
electrode, as different channel types are made for different purposes. One purpose is to direct water or coolant
through the center of the electrode. This keeps the entire length of the brass or copper tube from overheating and
burning up. If the electrode heats up too much it can soften and warp, thus preventing a straight drill or a
consistent and accurate EDM hole.
The main factor that determines whether an EDM electrode tube would be single or multi-channel tube is whether the
hole to be drilled is a through-hole or a blind hole. Blind holes are not drilled all the way through a workpiece,
which leaves a slug or a nipple—a piece of material is still left untouched at the bottom of the hole.
-
Single Hole (Single Channel) EDM Tubes
Brass EDM tubing and copper EDM tubing can both be single hole. Single hole electrodes are usually cheaper in
price because there is less material in the electrode. Single hole tubing is recommended only for hole burning
applications that require a hole to be drilled entirely through the part.If you have further questions or would like clarification in regards to your machine, application or electrode
type please email us here or call us directly at (714) 222-9899 for further questions. We would be happy to
help you and would appreciate any feedback you have to offer. -
Multi-Channel EDM Tubes
Multi-channel tubes are used for drilling a blind hole. The internal channels are designed to burn away any
material left at the bottom of the hole, as the electrode has material inside the flushing hole that is used
to disintegrate the work piece material.The internal channels are arranged in such a way that, as the electrode spins, no part of the workpiece is
left unaffected by the electrode, and no slug or piece of material is left at the bottom of the hole.